








Manufactured Capital
Manufactured capital represents physical assets that are available to an organisation for use in the production of goods or provision of services.
Overview
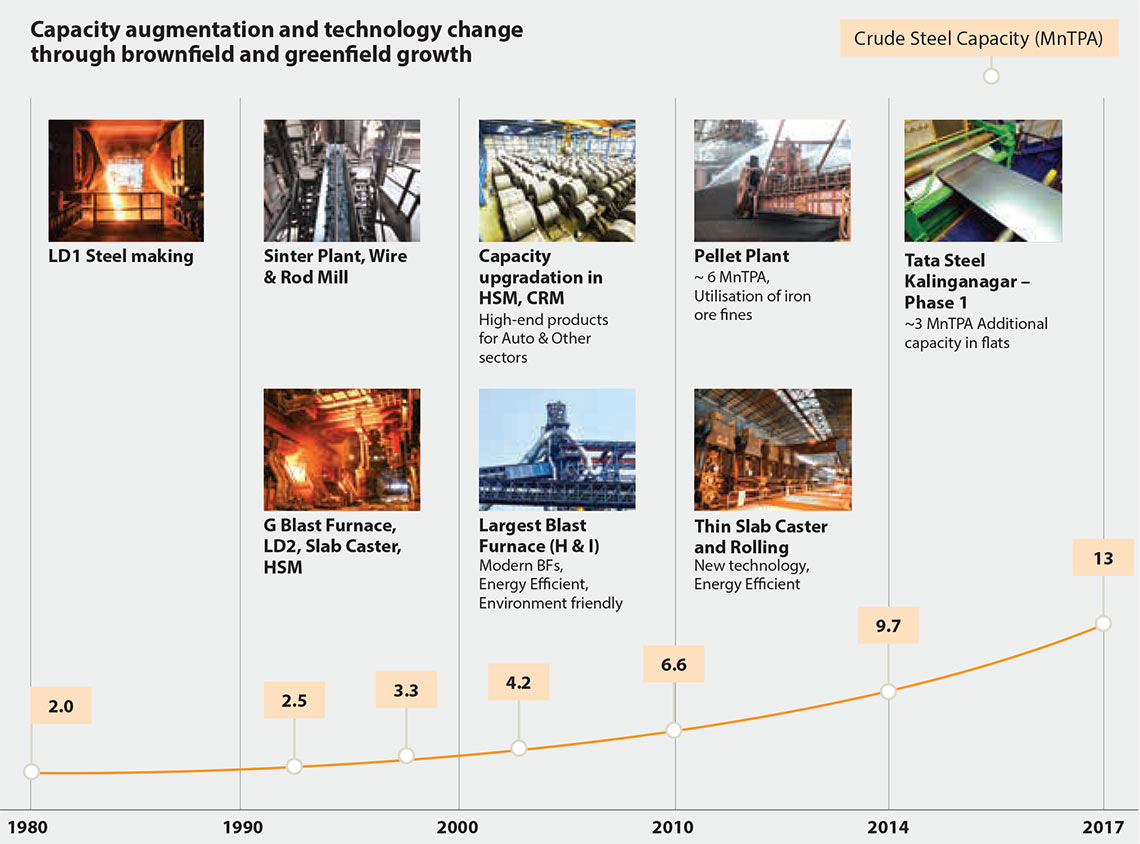
In recent years, we witnessed growth through Brownfield capacity expansion at our Jamshedpur Works (completed in 2012) and Greenfield steel plant at Kalinganagar, Odisha. The Kalinganagar Plant comprises of several facilities, many of which were installed by end of FY15. The Plant was ramped-up during the year for final commissioning.
Approach
The milestones on the road map represent capacity expansions and addition of facilities to retain the Company’s status as a market leader in a growing domestic base. As we progress, we have transitioned towards greener technologies in manufacturing with the objective of greater operational efficiencies and business excellence. This also represents our focus on continuous improvement and expansion in rolling & finishing capabilities to diversify our product portfolio. Our end objective is to meet the requirements of customers as the steel consumption in India expands in size and depth.

Growth at Tata Steel India
Safety Considerations
To ensure zero harm, a safety management system is deployed across the value chain. Requirements for the same are continually captured through various safety systems and processes such as Fatality Risk Control Programme (FRCP), safety observations, incident investigation, consequence management and these are deployed to promote and improve the safety culture.
Environmental Considerations
Factors such as water conservation, energy efficiency, waste management and emission reduction have been integrated into each stage of the manufacturing and logistics processes. Over the years, we have embraced clean technology to reduce pollution levels. Some of the implemented projects and key facilities are as follows:
- Conversion of all Coal Fired Boilers to Gas Fired Boilers.
- Waste heat recovery from waste gases of stoves at Blast Furnaces.
- Dust Extraction / Dust Suppression (DE/ DS) system.
- Infrastructure development for Weathering of LD Slag.
- Central Effluent Treatment Plant (CETP) to treat 4 MGD (mn Gallons per day) of wastewater.
- Online Stack Emission & Effluent Monitoring to have better control on emissions from all the processes and de-dusting stacks.
- Industrial Vacuum Cleaning (IVC) system has been installed in all the major manufacturing units.
Our Manufacturing Process

Capturing stakeholder requirements / inputs
- Voice of customer and various listening posts for customers, product benchmarking.
- Regulatory requirements of Government authorities and existing rules & regulations.
- Safety and Green requirements.

Supply of raw materials through inbound supply chain
- The captive mines and collieries account for a geographical spread of ~350 km radius around Jamshedpur and Hooghly Met Coke through which movement of raw materials is executed using a well-designed inbound supply chain.
- Imported raw material sourced from around the world is routed through three major ports: Dhamra, Paradip and Haldia (approx. 350, 400 and 250 km from Jamshedpur respectively).
- Collaboration with Indian Railways for dedicated movement of raw materials from mines and ports to Jamshedpur works.

Transformation of raw materials to final products
Heterogenous Ore

Homogenous Hot Metal
Liquid Steel
Customised Products

Iron & Steel making
Our captive raw material resources have high impurities viz., iron ore has high alumina content and coal has high ash percentage. Our processes are designed to deliver high productivity with the available resources while managing slag rate and steel making requirements.
These are complex and high temperature operations, requiring frequent adjustments of critical operating parameters due to variation in raw materials.

Rolling Mills
Our rolling and finishing mills help us create and supply a diverse product mix with customised shapes, sizes, chemistry and properties to our customers.
Manufacturing process is carried out in accordance with customer requirements, aided by a comprehensive quality Assurance process specifying the parameters and role for each stage.
In FY16, 39 new products were developed based on customer needs.

Outbound Supply Chain to deliver finished products to customers
80% of the demand is centred on consumption clusters with an average lead distance to serve being 1,700 km from the Jamshedpur Works.
Customers are given just in time service from the Jamshedpur Steel Works and various Steel Processing Centres (SPCs) spread across the country through a network of 23 stockyards across India.
Various strategies have been developed and implemented to strengthen our supply network and quality assurance system to ensure damage-free products during transit, handling and storage. A Hub and Spoke (Stockyards) model with Hubs at Delhi, Faridabad, Chennai, Vijayawada, Nagpur and Kolkata is followed.
For greener transportation, rail transport is extensively used. Augmentation of an alternate source of bulk transportation through containers is also being explored.
Some initiatives of FY16 were:
a) 100% dispatch of Cold Rolled / Galvanized / Hot Rolled Pickled and Oiled / Hot Rolled Pickled Skin Passed and Oiled through customised transportation in West Zone.
b) Increase in rail coefficient by 8%.
c) 3 new state-of-the-art stockyards inaugurated at Ludhiana, Kanpur and Prithla with world-class facilities.
d) Reduction in sub-optimal despatches from Works.

Operational excellence to maximise capacity utilisation and improve cost performance
The complex value chain requires a customised approach to problem solving.
Our integrated TQM improvement framework provides a systematic approach for carrying out improvements. There is a dedicated team on problem solving and analytics that facilitates the process across the organisation.
Some of the projects implemented in FY16 are improving fuel rate at blast furnaces, screen size optimisation for BF and Nut coke to reduce fuel cost and zero dumping of coke fractions, speed increase through waiting time reduction at steel making, value enhancement of pooled Iron and release of high value scrap for sale.
‘Value in Use’ methodology is used for taking decisions on procuring goods and services for operations, maintenance and repairs. Examples of “value in use” concept applied in FY16 include – opportunistic use of cheaper coal without impacting coke quality and reduction in specific consumption of iron ore fines by replacing iron ore with other iron bearing material.
The key manufacturing processes, facilities, technologies are detailed below:
Process

Captive Mining
Facilities & Equipment
- Iron ore Mines – Noamundi, Joda, Katamati and Khondbond.
- Coal mines – Jharia and West Bokaro.
- Heavy Earth Moving Machines.
- Beneficiation, Logistics & Handling facilities.
Technologies
- Underground and open cast mining.
Process

Iron and Steel Making
Facilities & Equipment
- Coke Plants, Sinter Plants, Pelletizing Plant.
- Raw Material Handling Facilities
- Blast Furnaces, LD shops.
- RH Degasser
Technologies
- Stamp charging battery
- Coke Dry Quenching (CDQ).
- Open bed sintering.
- Fines utilisation as pellets.
- Bell less top charge high capacity furnaces.
- Basic Oxygen Furnace for steel making.
- Online granulation of Blast Furnace Slag.
- De-sulphurisation.
- Secondary steel making.
Process

Rolling & Processing
Facilities & Equipment
- Rolling Mills Flats - HSM, CRM, TSCR.
- Rolling Mills Longs - Merchant Mill, New Bar Mill, Wire Rod Mill.
- Steel Processing Centres.
Technologies
- Slab to coil.
- Billet to bar/ rod.
- Rolling Tandem Mill for pickling & rolling.
- Hot dip galvanizing.
Production for the last three years from our facilities is represented below:
| Production (MnT) | FY14 | FY15 | FY16 |
| Hot Metal | 9.90 | 10.17 | 10.66 |
| Crude Steel | 9.16 | 9.33 | 9.96 |
| Saleable Steel Production | 8.93 | 9.07 | 9.70 |
CASE STUDY

Kalinganagar Steel Plant
The Kalinganagar Plant is all set to be our second integrated steel plant located in the Jajpur district of Odisha, India.
Our largest expansion after close to a century of operations in Jamshedpur, the Kalinganagar Plant is slated to become a mega greenfield project, with 6 MnTPA capacity. In line with our vision and commitment to nation-building, dedication of the Kalinganagar Steel Plant to the state of Odisha in November, 2015 was a defining moment in the state’s history.
Plant Details
The Kalinganagar plant is being established in two phases of 3 mn tonnes each. In the first phase with a Blast Furnace of 4,330 cum capacity, it will rollout high-end flat products. The plant has adopted state-of-the-art technologies to ensure higher productivity with minimal impact on the environment.
Benefits
The Kalinganagar plant will give us the advantage in terms of product grades for new segments (oil & gas, ship building, defence), logistics advantage due to its proximity to the port and improved cost competitiveness in terms of higher employee productivity and operating KPIs.

Key Highlights
Blast Furnace
Pulverised Coal Injection
Gas Recovery Turbines
Stove Waste Heat Recovery
Cast House Slag Granulation System for BF - Granshot
Waste recycling/reuse
By-product gas recovery and utilisation
- Lower coke rate and slag rate.
- Higher operational efficiency.
- Lower coke rate.
- Power generation of ~38 MW.
- Energy efficiency.
- Use of granulated slag in cement making.
- Lower raw material requirement.
- Lower fuel requirement.
- Use in reheating furnaces.
- Use in power generation.
Adoption of Best Technologies
Large Blast furnace – 4330 cubic metre
Designed to have minimal water footprint
Twin Wagon Tipplers for achieving faster turnaround time with unloading capacity of 20 MnTPA of raw materials
100% by-product gas-based power generation leading to reduction in carbon footprint
- Big LD converter – 310 tonnes.
- CAS - OB for refining of steel.
- Twin Slab Casters.
Significant reduction of noise and dust pollution during production and Zero-effluent discharge
Driving High-End Products
Production of high-end grades of flat products to meet the increasing demand of high strength coils up to 2050 mm width and up to 25 mm thick catering to high-end applications in
- Automative
- Line-pipe segment (API).
- Defence.
- Infrastucture.

Ability to supply high-end application products in the market (e.g. HS 800, DP 600, DP 1000, API X70/X80, S355, ASTM A572) and develop unique grades with tighter dimensional tolerance.
Key Milestones
2004: Memorandum of Understanding (MoU) was signed between the Government of Odisha and Tata Steel for a 6 MnTPA integrated steel plant at Kalinganagar.
2005: Commenced construction of the boundary wall following the transfer of the first phase of land to the Company in December 2004. However, work could not progress at the desired pace due to initial opposition from the local population.
2006-2007: Start of Rehabilitation & Resettlement with the launch of the ‘Tata Steel Parivar’ rehabilitation scheme in May 2007, the process of shifting the displaced families commenced and the construction of a rehabilitation colony at Trijanga began in 2007.
2008-2009: Intensifying community engagement activities with the celebration of Odia New Year Day, construction of Gobarghati and Sansailo rehabilitation colonies, conducting sports programmes and to support the local youth, sponsoring various local cultural and sporting events in Kalinganagar and its periphery like ‘Pragati’ Intervillage Football Tournament and ‘Tejaswini’ Women Self Help Group (SHG) Competition were commenced during the year. Members of local PRIs were invited to visit the Resettlement & Rehabilitation facilities and were taken for Exposure visitcum- Empowerment Training Programmes to Gandhi Labour Foundation, Puri.
2010: Project gained momentum with an increase in the pace of work - construction continued on the boundary wall, followed by land levelling work, erection of electric poles inside the plant area and work on roads inside the plant.
2011: Start of on-site construction work with ground breaking ceremonies for Steel Melting Shop, Main Step Down Substation in the blast furnace area and Hot Strip Mill. Also, work for the corridor road, civil work for blast furnace construction, civil building columns of the charging and converter aisle began.
2012: Significant work is accomplished with the structural erection in the mill aisle of Hot Strip Mill, inauguration of 100 MVA transformer at plant site and refractory brick laying in Battery # 2A of Coke Ovens. Concreting work in raft of caster foundation at the steel melting shop and shell erection of the blast furnace-1 also began during this year.
2013: Project makes rapid strides with work progressing on Coke Ovens, erection of equipment at Wagon Tippler, Oxygen Plant, Raw Water Treatment Plant, Raw Material Handling Section and other installations at the plant site. Other highlights included completion of pouring of 10 lakh cubic metres of concrete, erection of Finishing Mill Housing F7, commencement of work on the erection of 1st Mill Housing at Hot Strip Mill and ground breaking for an employee housing project at Bamnipal was performed.
2014: Installation of several facilities was completed by the end of the financial year. Community engagement initiatives in and around Kalinganagar area were also stepped up.
2015: Progressive ramp-up of the installed facilities was undertaken during the year. The Kalinganagar Steel Plant was dedicated to the people of the State of Odisha by Shri Naveen Patnaik, Hon’ble Chief Minister of the State. A truly historic moment for the Tata family and the nation at large.
Mining Operations
All our iron ore, chromite and manganese mines (except Malda) in Odisha are currently operational. Supplementary Lease Deeds have been executed for Joda East, Khondbond, Joda West, Manmora, Bamebari and Tiringpahar extending the lease period to March 31, 2030 and for Gomardih, a non-captive mine, to March 31, 2020. The Government of Odisha has decided and communicated extension of Sukinda lease on non-captive basis up to March 31, 2020. A supplementary lease deed is expected to be executed shortly. The lease execution process is on-going for Katamati iron ore mine. A decision on the extension of the Malda lease is awaited.
FERRO ALLOYS AND MINERAL DIVISION (FAMD)
Our FAMD has been able to ramp up production in a challenging environment. The ramp up commenced post mining was resumed at Sukinda. FAMD generates value added and branded products such as ‘TISCROME’, ‘SILICOMAG’ and ‘FERROMAG’.
The construction of the first phase of the ferro-chrome plant of 55,000 TPA in Gopalpur is in full swing and is expected to be commissioned in FY17.
GOPALPUR
Strengthening our century-old relationship with Odisha further, we are setting up the Gopalpur Industrial Park (GIP) at Gopalpur under the district of Ganjam in southern Odisha. The park is expected to attract investments ranging from ₹10,000 to ₹15,000 crore and generate employment for around 10,000 people.
The GIP spanning over 2,970 acres of contiguous land includes a multi-product SEZ over 2,570 acres and an anchor project by us over 400 acres with the aim to attract various national and international investors to the industrial park, thus making the region the next industrial hub of the State. The Park will primarily attract investments in steel and allied downstream industries, engineering, chemicals and other emerging sectors. GIP will generate substantial employment opportunities and have excellent infrastructure facilities including reliable and adequate power, water along with social infrastructure like school, hospital, etc. thus contributing to the socio-economic development of the region.
Focus Areas
As we move forward, keeping in view the business environment, challenges and our capabilities, we endeavour to focus on:
1. Stabilisation and ramp up of Phase 1 of the Kalinganagar Plant by FY17.
2. Expansion of Jamshedpur Works beyond 9.7 MnTPA.
3. Attain self-sufficiency for iron ore by augmenting Noamundi, Joda and Khondbond.
4. Increase captive coal supplies by augmenting West Bokaro production.
5. Increased use of inferior raw materials through enhanced focus on technology absorption.
6. Create adequate raw material handling facility for future expansion.
7. Reduce manufacturing cost through strategic procurement of raw materials and services.
8. Achieve benchmark operational efficiency through Shikhar-25.
9. Service new segments such as API, L&E, Construction & Projects from Kalinganagar.
10. Increase Downstream and Value added products.
11. Maximising bulk transportation through greener mode.
12. Integration of environmental considerations into each stage of manufacturing and logistics processes.