Manufactured capital
In pursuit of excellence, beyond tomorrow
India’s first private integrated steel company, Tata Steel, is engaged in mining, iron-making, steelmaking, casting, rolling, finishing, supply chain, and marketing and sales. We have been strengthening our operations through a combination of organic and inorganic growth initiatives. Our steelmaking operations at Jamshedpur and Kalinganagar secure raw material supply from captive iron ore mines. This help us to maintain cost-competitiveness and derive production efficiencies.

Bhushan Steel 5.6 MnTPA
at Tata Steel13.23 MnT
We aim to attain improved efficiency through technology and a culture of innovation and excellence.
STRATEGIC FOCUS
- SO1
- SO2
Efficient operations and value chain are critical to meet growth aspirations and address the evolving needs of customers. We continue to invest in facilities that enable us to be a leader in steel technology.
WAY FORWARD
- Implementing Kalinganagar Phase II expansion and augment capacity to 8 MnTPA
- Upgrading Jamshedpur facilities
- Optimising the use of captive raw materials and improving mine life
GOALS
Achieve production capacity of 30 MnTPA in India, by 2025
Maintain cost leadership position
IMPACT ON SDGs

Our manufacturing facilities
TATA STEEL JAMSHEDPUR (TSJ)
TSJ is our flagship facility and has been operational for over a century now. Equipment upgrades and effective maintenance ensure consistent production levels of 11 MnTPA. Equipment upgrades include the installation of a new boiler, which will enable 100% use of off-gas from blast furnaces, installation of Coke Dry Quenching (CDQ) facilities, modification of Induration Burner System to utilise excess coke oven gas, and installation of edge trimming facility for the Galvanised Annealed (GA) skin panel. Further, various environmentrelated projects were completed in Financial Year 2018-19, which include the installation of the blast furnace dedusting equipment, lime plant process bag filter, Continuous Emission Monitoring Systems (CEMS) highline bag filter, blast furnace sludge drying, secondary emission system for steelmaking, and construction of a flyover to decongest traffic within the facility. These changes have helped us sustain production levels, drive resource efficiency, and progress towards meeting stringent environmental norms. Our focus on asset management using data analytics and predictive modelling, has resulted in more than 90% availability of our key manufacturing units at Jamshedpur.
SO1 - Industry leadership in steel
SO2 - Consolidate position as a global cost leader

Coke Dry Quenching Facility, Tata Steel Jamshedpur
Availability of critical manufacturing units at TSJ in Financial Year 2018-19
Coke Ovens
99.8%
Blast Furnaces
97.3%
Agglomerates
94.1%
Steelmaking
93.7%
Capacity
10 MnTPA
TATA STEEL KALINGANAGAR (TSK)
TSK has state-of-the-art equipment and utilities. Commissioned in 2016, TSK attained production levels at its rated capacity in less than two years. The 3 MnTPA plant is cost-competitive because of higher productivity, driven by automation and logistical advantage of proximity to ports and captive mines. TSK helped augment our product portfolio to serve new customer segments such as oil & gas and lifting & excavation. The expansion of the Kalinganagar plant to 8 MnTPA (TSK Phase II) has been initiated, which will further improve performance due to economies of scale.

Phase II Expansion Work at Kalinganagar Steel Plant
Present Capacity
3 MnTPA
Phase-II Expansion
5 MnTPA
Our manufacturing process
The following key activities summarised here constitute our manufacturing process:






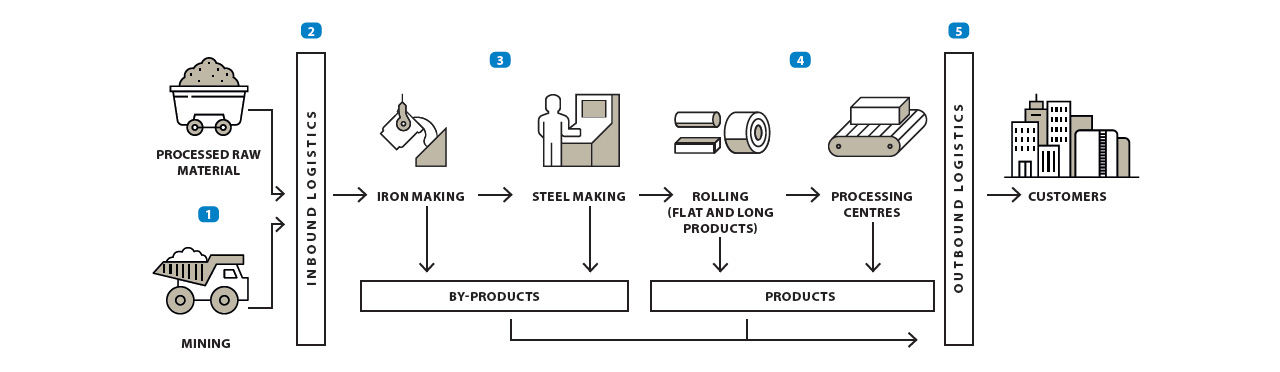
RAW MATERIALS MINING AND PROCESSING
We are India’s most integrated steel company with captive mines of iron ore and collieries located around our manufacturing facilities in Jamshedpur and Kalinganagar. We follow the highest standards of environmental management in our mining locations and use advanced technologies for our mining operations.
INBOUND LOGISTICS
We are strategically located for our inbound supplies and our imported raw materials sourced from around the world are routed through three major ports: Dhamra, Paradip and Haldia (approx. 350 km, 400 km and 250 km from Jamshedpur, respectively).
With a focus on efficient logistics, we collaborate with the Indian Railways for dedicated movement of raw materials from mines and ports to our manufacturing locations. Inbound logistics ensures uninterrupted supply of nearly 40 MnTPA of raw materials from ports and captive mines through railway wagons, ensuring quality and optimal cost. To transport raw materials inside the Works, a network of conveyor belts is used and solid waste is transported by road.
IRON AND STEEL MAKING
We produce steel through the Blast furnace route. We convert the raw materials to hot metal and crude steel through various supporting processes including coke making, sinter making, and pelletisation. Our processes, are designed to deliver high productivity with the available resources while managing slag rate and steelmaking requirements.
Technologies deployed
Stamp charging battery, CDQ, Open bed sintering, Fines utilisation as pellets, Bell-less top charge high-capacity furnaces, Basic Oxygen Furnace for steelmaking, Online granulation of Blast Furnace Slag, De-sulphurisation, Secondary steelmaking
OUTBOUND LOGISTICS
Our outbound logistics, consisting of a network of warehouses and Steel Processing Centres (SPCs), ensure timely delivery and transportation of finished products to meet on-time delivery expectations of customers through a network of 6 hubs and 18 stockyards at strategic locations across India. This ensures delivery cycles as low as 48 hours from the stockyards. Output volumes comprising 34 product types from 49 production units move primarily through Indian Railways and trailers, covering distances from about 15 km to over 2,300 km.
ROLLING AND PROCESSING
(FLAT AND LONG PRODUCTS AND OTHER VALUE-ADDED PRODUCTS)
Our rolling mills help us manufacture a diverse product mix with customised shapes, sizes, and various chemical and technical properties. Aligned with customer specifications and requirements, our products undergo stringent quality checking and assurance processes. We produce a range of value-added products for the retail markets and provide customised solutions to several of our industrial buyers.
Technologies deployed
Slab to coil, Billet to bar/rod, Rolling Tandem Mill for pickling and rolling, Hot dip galvanising
By-products business
Operating on the 3R principle – Recover, Reuse and Recycle–our Industrial By-products Management Division (IBMD) deals in a variety of by-products and scrap in the entire steel value chain. It offers a wide range of industrial by-products that serve as key raw materials to various industries, including aluminium and copper, coal tar, galvanised scrap, zinc by-products, ground granulated blast furnace slag (GGBS), to name a few. It handles more than 13 MnTPA with more than 25 products and 150+ Stock Keeping Units (SKUs) in its portfolio.
Operational excellence maximising efficiency and improving cost performance
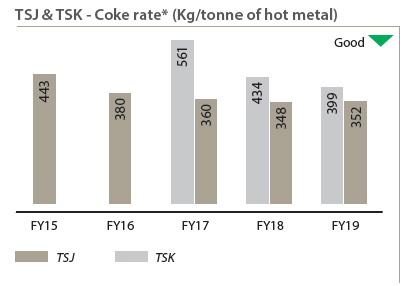
IMPROVING COKE RATE AND REDUCING EMISSION
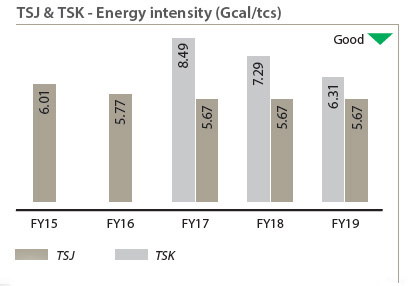
Coke rate is an important operating KPI for an integrated steel plant, impacting cost, CO2 emission and energy intensity. At Tata Steel, we aim to reduce the coke rate in our blast furnaces while optimising our raw material cost. In Financial Year 2018-19, the coke rate at our Kalinganagar plant improved significantly from 434 kg/tonne of hot metal to 399 kg/tonne. The combined coke rate and energy intensity for Jamshedpur and Kalinganagar in Financial Year 2018-19 was 363.15 kg/tonne of hot metal and 5.82 Gcal/tcs, respectively.
BUILDING SUPPLY CHAIN EFFICIENCY
Supply chain management is key to the operations of an integrated steel plant and requires optimum inventory management of raw materials without compromising on timely delivery and supply of finished products to customers located across India and abroad in the most safe, cost-effective and environment-friendly manner. Our manufacturing sites are located in the eastern part of the country, while delivery points are pan-India. Given the challenges of logistics in eastern India, we use a multi-modal logistics chain, which includes roads, railways and shipping. Currently, our inbound logistics for raw material transportation is completely dependent on the Indian Railways, while outbound logistics for finished products is dependent about 60% on railways and 40% on roadways.